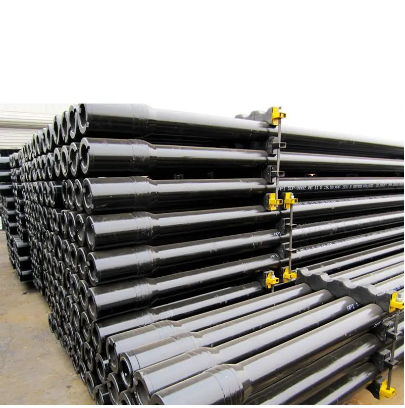
BS1387 Pipe

Applicable Industry:
- Ordinary conveyance transport
- Steam transport
- Gas transport
- Air transport
- Water transport
Size: 15mm NB to 150mm NB (1/2″ to 6″)
Length: As per customer’s requirement
Raw Material: Q235, S235JR, S355JR, SS400
Certificate: EN10204-3.1 MTC, or 3.2
Application: gas, air and water transmission, civil and other structures purposes.
| Chemical Composition | C max | Mn Max | P Max | S Max |
| 0.20% | 1.20% | 0.045% | 0.045% | |
| Mechanical Properties | Tensile Strength (N/mm2) | 320-460 | ||
| Yield Strength (N/MM2) | 195 min | |||
| Elogation | 20 min | |||
| Tolerances on Dimensions and Mass | Wall Thickness of Light tubes | -8% | ||
| Wall thickness of Medium and Heavy Tubes | -10% | |||
| Mass | The mean consign mass for quantities of 150m and over of one size shall not devite by more than ±4% from the mass of consignment calculated from the mass given in table as appropriate. No single tube shall deviate by more than +10%, -8% from the mass given in table as appropriate. | |||
| Hop-Dip Zinc Coating Test (if required) | After the four successive one-minute immersions in the copper-sulphate solutiuon, the test sample shall not show any adherent red deposite of metallic copper. | |||
| Bend Test | Black tubes up to and including DN 50 shall be bent cold without any signs of fracture or failure, through 180℃ round a former having a radius at the bottom of the groove equal to six times the outside diameter of the tube as given in Table. Hot-dip-zinc coated tubes shall be bent cold with out cracking of the steel, through 90°round a former having a radius at the bottom of the groove equal to eight times the outside diameter of tube. | |||
| Flattening Test | The flattening test applies to tubes greater than DN50. A ring not less than 40mm in length taken from one end of each selected tube shall be flattened cold between parallel flat platens without showing either crack or flaw until the distance between the platens, meaasured under load, is not greater than 75% of original outside diameter of the tube, and no cracks or flaws in the metal elsewhere than in the weld shall occur until the distance between the platens is less than 60% of original diameter. The weld shall be placed at 90°to the direction of flattening. | |||
| Leak Tightness Test | The test shall be either a hydraulic test at a pressure of 50 bar (50×105 N/M²), or alternatively, an eddy current test. | |||
| Bore Test for Hop-Dip Coated Tubes | Hot-dip zinc coated tubes up to and including DN25 shall have a rod 230mm in length, of the appropriate diameter specified below, passed through them and shall have a free bore. | |||
Product Recommendation